Peut-on imprimer en 3D des objets stériles ?
Posté : 25 avril 2020 / Mis-à-jour : 4 novembre 2025
Temps de lecture : 7 minutes

Les imprimantes 3D se sont démocratisées ces dernières années. Les modèles d’entrée de gamme sont de l’ordre de 100 à 200 euros ce qui permet un accès aux particuliers. Cela ouvre de nombreuses opportunités dans la vie courante ainsi que dans le monde industriel et scientifique. Ces imprimantes permettent aux scientifiques de créer facilement des outils pour leurs recherches. En biologie et plus particulièrement en microbiologie, la stérilité est un paramètre important pour un objet. Peut-on obtenir des objets stériles avec une imprimante 3D ? Plusieurs équipes de recherches aux États-Unis se sont penchées sur cette question.
Principe de l’impression 3D
Plusieurs technologies d’imprimante 3D existent. Parmi celles-ci, les scientifiques ont étudié l’impression par dépôt de fil fondu qui est une technique couramment utilisée. L’impression sur un support se fait par des dépôts successifs d’un filament de plastique fondu.
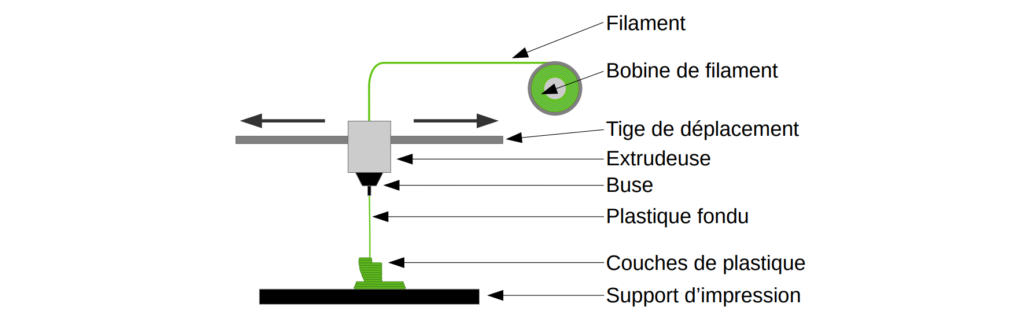
L’impression par dépôt de fil fondu utilise un type particulier de plastique, appelé thermoplastique, dont la dureté varie avec la température. Lorsqu’un thermoplastique est chauffé il se ramollit puis retrouve sa dureté originelle lorsqu’il refroidit. Le thermoplastique utilisé dans cette étude est le PLA (acide polylactique ou polylactic acid en anglais). Il est obtenu par la fermentation bactérienne d’amidon de maïs. Ce plastique est issu d’une matière renouvelable, il se ramollit à une température plus faible que d’autres plastiques ; il est également biodégradable et présente une faible toxicité. Du fait de ses qualités, il est souvent utilisé en impression 3D et également en biologie médicale pour la fabrication d’implants médicaux.

Impression 3D et pasteurisation
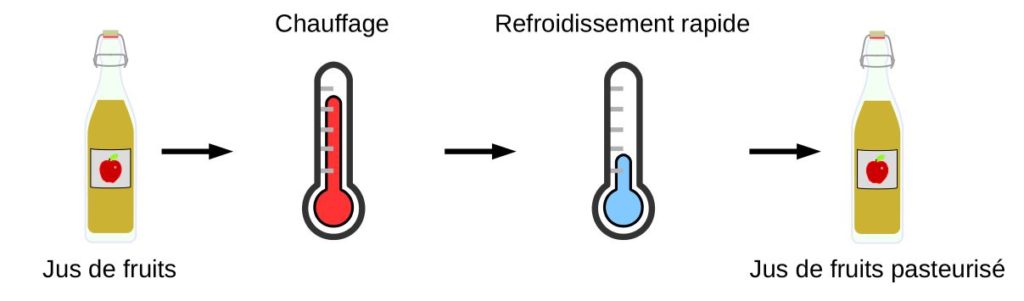
Lors de l’impression 3D, le plastique est chauffé puis poussé sous haute pression à travers la buse d’impression. Ce procédé ressemble à la pasteurisation qui est une technique de préservation des aliments (lait, vin, jus de fruits, …). La pasteurisation permet d’éliminer de manière physique (via la chaleur) les micro-organismes (non sporulés) tout en ayant un impact minime sur la qualité du produit. Dans la pasteurisation, les aliments sont chauffés pendant une brève durée puis refroidis rapidement. Cette technique a été brevetée par Louis Pasteur, suite à ses travaux sur la stérilisation du vin, ce qui lui vaut son nom.
En fonction de l’aliment à stériliser et des micro-organismes pouvant être présents dedans, plusieurs types de pasteurisation peuvent être utilisés.
- Pasteurisation : quelques dizaines de secondes entre 82 et 88 °C.
- Pasteurisation flash : 20 secondes à 72 °C.
- Pasteurisation à ultra-haute température : 2 secondes entre 130 et 150 °C.
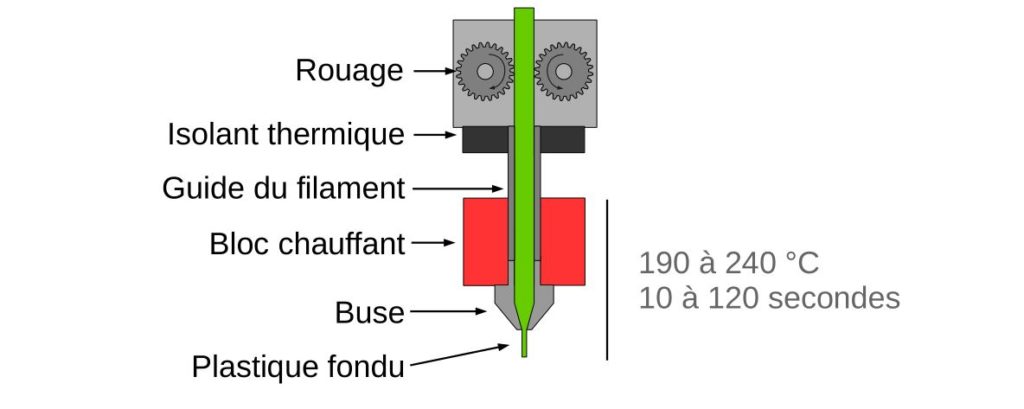
Lors de l’impression 3D, le plastique reste pendant 10 à 120 secondes à une température allant de 190 à 240 °C. Les auteurs de l’étude suggèrent que la chaleur et la pression exercées sur le plastique lors de l’impression suffisent pour obtenir un matériel stérile. La stérilité de l’objet imprimé dépend du plastique mais également des conditions dans lesquelles l’impression est réalisée. Par exemple, utiliser un matériel stérile mais imprimer sur une surface non stérile n’aurait pas de sens. De même des courants d’airs pourraient contaminer l’objet alors qu’il est en cours d’impression.
Méthodologie de l’étude
Si le plastique fondu sortant de la buse est bien stérile, il faut également que l’objet soit imprimé dans des conditions stériles. Pour éviter une contamination de l’objet, par des particules présentes dans l’air, l’imprimante 3D est placée à l’intérieur d’une hotte à flux laminaire. Cet appareil filtre l’air à l’intérieur de la hotte puis le dirige vers l’utilisateur. Ce mouvement empêche l’air non stérile de rentrer à l’intérieur de la hotte. Cela permet d’éviter la contamination de l’objet présent sur le plan de travail.
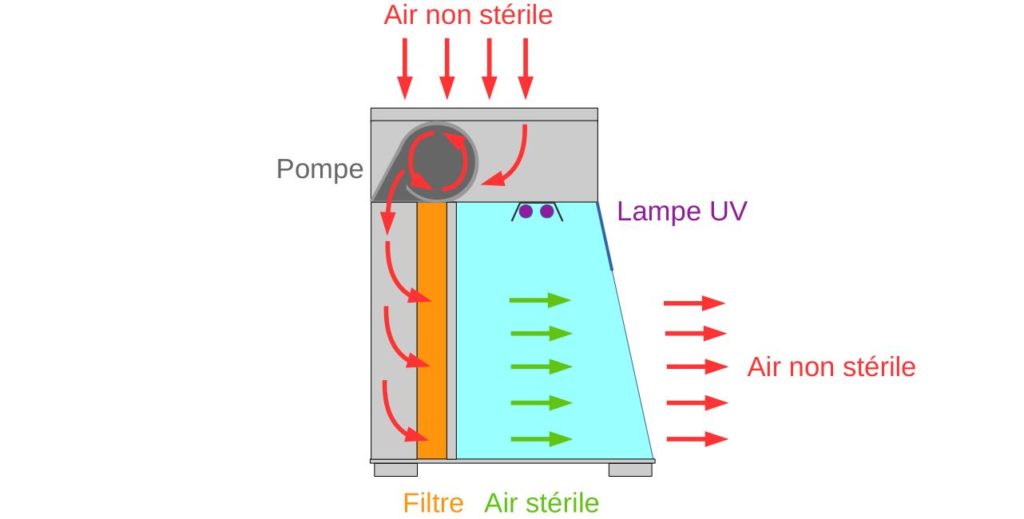
L’intérieur de la hotte à flux laminaire est stérilisé à l’aide d’une lampe UV. Cette lampe reste allumée durant l’impression. Le support d’impression est aussi stérilisé. L’objet est imprimé sur une surface stérilisée avec de l’éthanol ou du papier aluminium flambé.
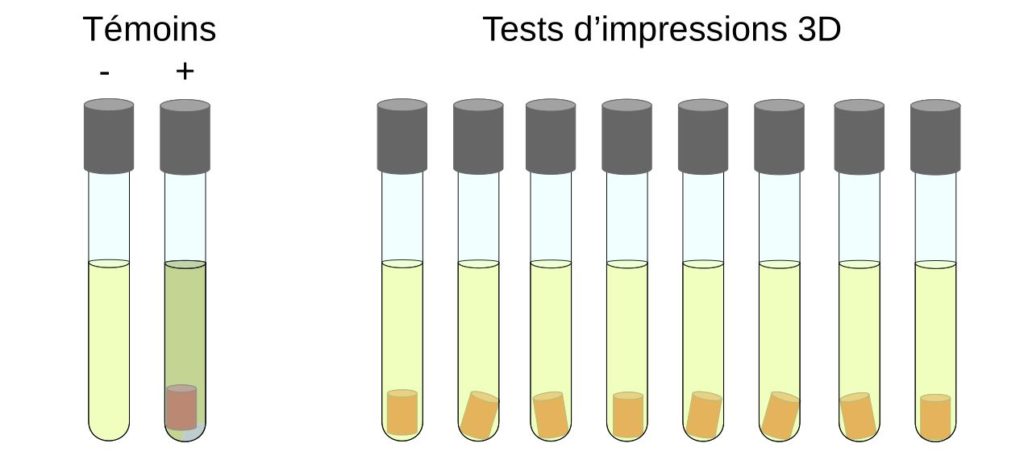
Pour vérifier que l’impression 3D permette d’obtenir du matériel stérile, des cylindres creux de 10 mm sont imprimés puis placés dans plusieurs milieux de culture pour bactéries. Si le plastique n’est pas stérile, les bactéries présentes devraient se développer dans ces milieux. Utiliser plusieurs milieux de cultures permet de tester plusieurs environnement différents pour la croissance bactérienne et donc d’augmenter la probabilité de détecter un contaminant.
Résultats de l’étude
Les expériences ont été réalisées dans trois laboratoires différents pour s’assurer de la répétabilité des résultats. Plusieurs jours après l’impression, les milieux de culture contenant les objets sont examinés. La croissance bactérienne se traduit par l’apparition d’un trouble dans le milieu de culture. Or dans ces expériences, aucune croissance bactérienne n’est observée dans les conditions testées. Cela permet de conclure que le plastique est stérile après son passage dans la buse d’impression.
Perspectives de l’étude
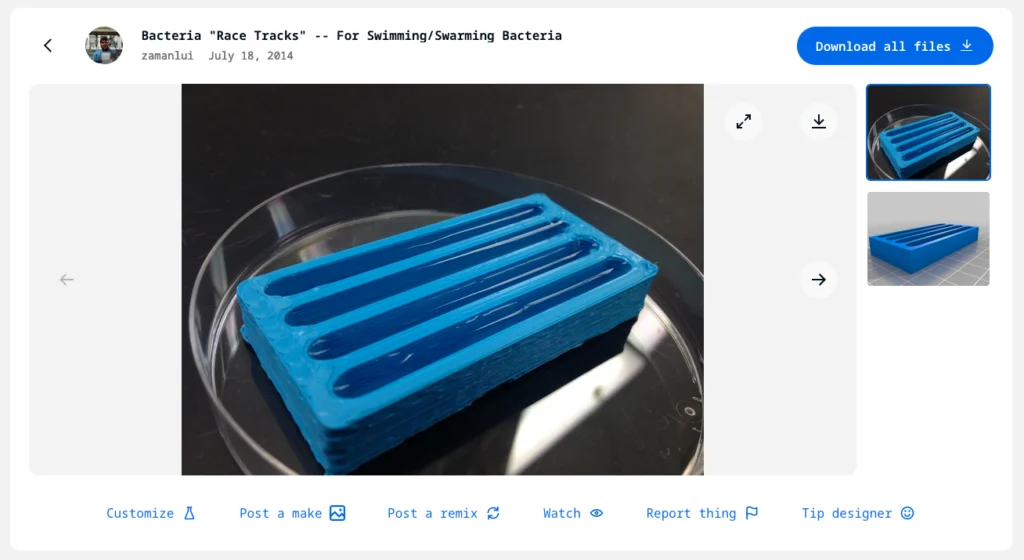
Les auteurs de l’étude n’ont pas trouvé de contaminations bactériennes des objets imprimés en 3D. Le plastique serait donc stérile après avoir été chauffé. Néanmoins pour obtenir un objet stérile, il faut que l’impression ait lieu dans des conditions stériles. Les auteurs proposent d’utiliser les imprimantes 3D pour l’impression d’outils spécifiques. Par exemple l’impression d’une « piste de nage » pour étudier le déplacement des bactéries.
Cette étude se concentre sur la stérilité de l’objet durant l’impression. Mais il est également possible de stériliser l’objet après l’impression. Une technique utilisée couramment en laboratoire, l’autoclavage, est controversée avec les thermoplastiques. La dureté des thermoplastiques étant réversible, les températures utilisées lors de l’autoclavage risquent de ramollir l’objet et de lui faire perdre sa forme. Des études scientifiques indiquent des résultats contraires sur la stabilité du PLA durant l’autoclavage. En attendant un consensus, l’utilisation en laboratoire d’objets imprimés en 3D reste un sujet prometteur.
Référence de l’étude
Neches, R.Y., Flynn, K.J., Zaman, L., Tung, E., & Pudlo, N. (2016). On the intrinsic sterility of 3D printing. PeerJ 4:e2661 doi.org/10.7717/peerj.2661 (lien)
Pour plus d’informations
Fournet, A., Bassanino, J., Manassero, M., Bedu, A.-S., Leperlier, D., & Boursier, J.-F. (2018). Reproducibility, accuracy and effect of autoclave sterilization on a thermoplastic three-dimensional model printed by a desktop fused deposition modelling three-dimensional printer. Veterinary and Comparative Orthopaedics and Traumatology. doi:10.1055/s-0038-1668113 (lien)
Gross, B. C., Erkal, J. L., Lockwood, S. Y., Chen, C., & Spence, D. M. (2014). Evaluation of 3D printing and its potential impact on biotechnology and the chemical sciences. Analytical Chemistry, 86(7), 3240–3253. doi:10.1021/ac403397r (lien)
Peng, J., Tang, J., Barrett, D. M., Sablani, S. S., Anderson, N., & Powers, J. R. (2015). Thermal pasteurization of ready-to-eat foods and vegetables: Critical factors for process design and effects on quality. Critical Reviews in Food Science and Nutrition, 57(14), 2970–2995. doi:10.1080/10408398.2015.1082126 (lien)
Singhvi, M., Zinjarde, S. and Gokhale, D. (2019), Polylactic acid: Synthesis and biomedical applications. J Appl Microbiol, 127: 1612-1626. doi:10.1111/jam.14290 (lien)
Partager via










Aucun commentaire